Тестозакаточная машина «Агро-Форм»
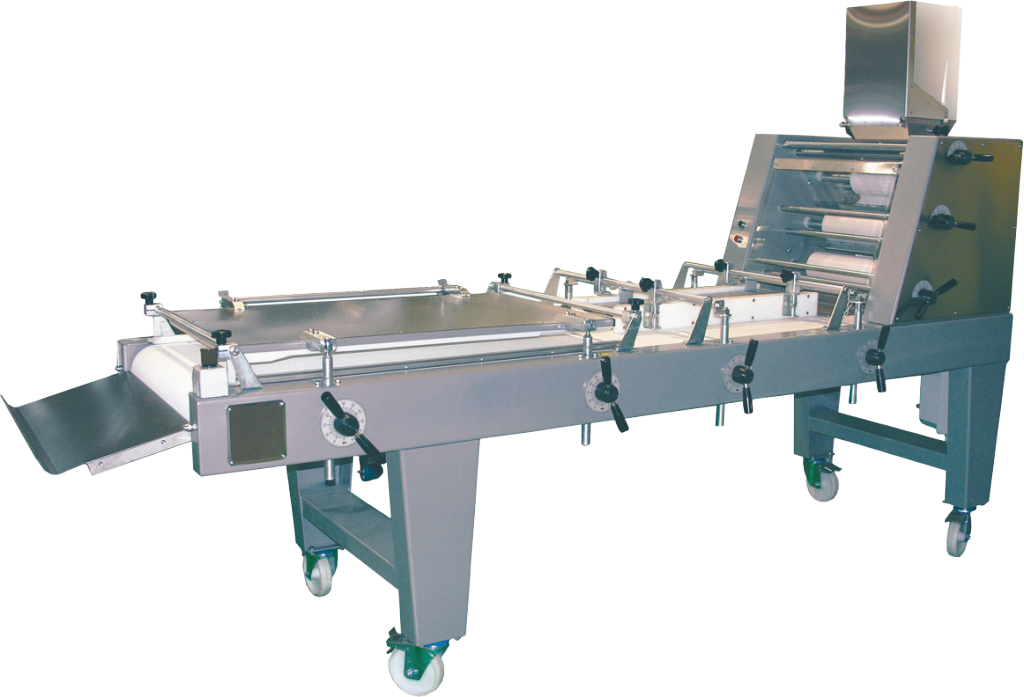
Тестозакаточная машина «АГРО-ФОРМ» 11, 21 предназначена для формования батонных изделий и идеально подходит для работы в малых и средних производства не уступает аналогичному оборудованию ведущих европейских фирм, например Jacunic Франция, превосходит по большинству параметров и в целом тестозакаточные машины Турции, а по цене – дешевле большинства аналогичных видов тестозакаточных машин.
Большое значение имеет так называемая стоимость или цена эксплуатации машины: в условиях импорта хлебопекарного оборудования: затраты на сервисное обслуживание заметно ниже и не привязаны к валютным курсам.
Режим работы – двухсменный (16…18 ч).
Тестозакаточная машина «АГРО-ФОРМ» является проектной разработкой департамента конструкторско-технологического проектирования «ТАГРО».
Видео презентация
Технические характеристики
| № п/п |
Наименование параметра | Величина параметра | |
| 1 | Модель | ТЗМ 11 | ТЗМ 21 |
| 2 | Производительность (зависит от массы заготовки), заготовок/час | до 2000 |
до 2500 |
| 3 | Масса заготовок, г | 30…1000 | 100…1000 |
| 4 | Рекомендуемая ширина сформованной заготовки, мм | 100…420 | 100…420 |
| 5 | Количество пар раскатывающих валов | 2 | 3 |
| 6 | Рабочая ширина ленты транспортера, мм | 600 | 600 |
| 7 | Электродвигатель: мощность, кВт |
1,1 | 1,1 |
| 8 | частота вращения, (об/мин) | 1400 | 1400 |
| 9 | Номинальная потребляемая мощность, кВт | 1,5 | 1,5 |
| 10 | Габаритные размеры, мм | ||
| высота | 1675 | 1835 | |
| длина (максимальная) | 2250 | 3360 | |
| ширина | 960 | 996 | |
| 11 | Масса, кг, не более | 350 | 625 |
Устройство и принцип работы ТЗМ11
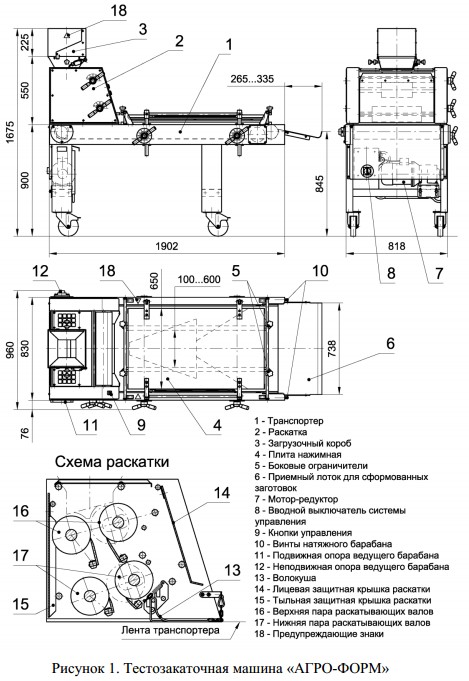
Устройство тестозакаточной машины. Общий вид тестозакаточной машины ТЗМ11 приведен на рисунке 1. ТЗМ состоит из транспортера 1, раскатки 2, расположенной в начале транспортера, загрузочного короба 3, нажимной плиты 4, установленной над транспортером, пары боковых ограничителей 5 и приемного лотка для сформованных заготовок 6. Каркас транспортера представляет собой стальную раму, установленную на колесах. Для установки машины в требуемом месте колеса снабжены тормозом. Транспортер приводится в движение мотор-редуктором 7 через цепную передачу (регулировка натяжения ленты согласно 7.8):
Натяжение ленты транспортера регулируется натяжным барабаном при помощи винтов по обеим сторонам. Натяните ленту таким образом, что при движении транспортера она располагалась в центре натяжного барабана.
Если лента не расположена по центру приводного барабана, то её положение может быть отрегулировано перемещением корпуса подшипника подвижной опоры приводного барабана вперед или назад при помощи установочных винтов (рисунок 2).
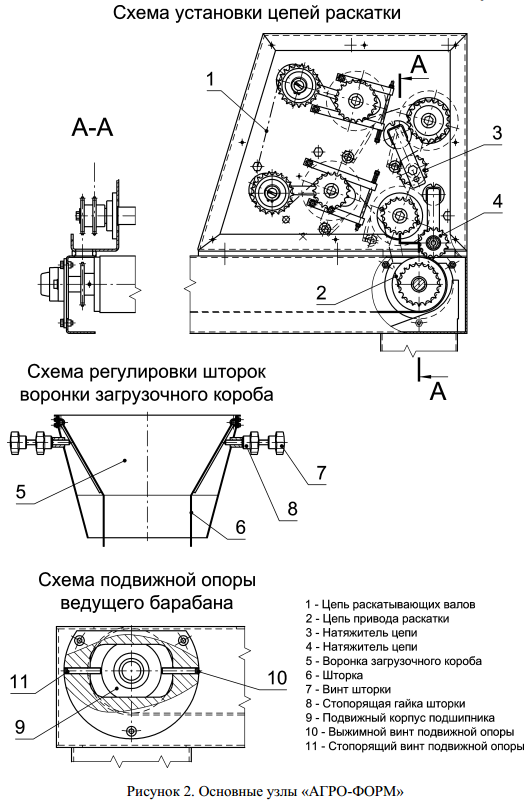
Положение корпуса подшипника 9 подвижной опоры приводного барабана регулируется ослаблением или затяжкой выжимного винта 10. Во время регулировки стопорящий винт 11 должен быть ослаблен, по окончании регулировки его следует затянуть.
В раскатке находятся две пары раскатывающих валов 16 и 17, снабженных подпружиненными скребками. Зазор между раскатывающими валами устанавливается отдельно для каждой пары с помощью поворотных ручек (регулировка согласно):
Регулировка раскатывающих валов.
Каждая из регулирующих поворотных ручек раскатки снабжена шкалой, проградуированной от 0 до 23. Деления соответствуют относительному зазору между раскатывающими валами.
Потяните поворотную ручку на себя, поверните и, установив в нужное положение, отпустите.
Для исключения налипания теста раскатывающие валы выполнены из полиэтилена высокой плотности. Верхняя пара раскатывающих валов имеет рифления для лучшего захвата тестовых заготовок. Раскатывающие валы приводятся во вращение цепной передачей от приводного барабана транспортера (схема приведена на рисунке 2). Цепи привода раскатки снабжены механизмами автоматического натяжения. Воронка загрузочного короба над раскаткой снабжена поворотными шторками для центрирования заготовок при попадании в раскатывающие валы (регулировка согласно):
Регулировка шторок загрузочного короба.
Для центрирования тестовых заготовок при попадании в раскатывающие валы ослабьте стопорящую гайку 8 правой или левой поворотной шторки 6 воронки 5 загрузочного короба (рисунок 2). Вворачивая или выворачивая освободившийся винт 7, добейтесь нужного положения шторки, после чего затяните стопорящую гайку.
Над воронкой находится откидывающаяся прозрачная приемная горловина необходимой высоты. Под раскатывающими валами над транспортером по ходу движения ленты крепится волокуша 13 из металлической сетки (установка согласно):
Установка волокуши.
Поднимите лицевую защитную крышку раскатки. Ось волокуши может быть установлена в одном из трех положений по высоте. Освободив пружинные фиксаторы, установите ось волокуши в требуемое положение, после чего вновь закрепите фиксаторы. Свободный край волокуши за отрезки цепи подвесьте карабинами к кронштейнам на боковинах раскатки. Положение установки оси и высота подвеса определяются при эксплуатации. В результате регулировки раскатанное тесто должно легко проходить под волокушей.
Нажимная плита установлена над транспортером на четырех зубчатых рейках. Расстояние от транспортерной ленты до нажимной плиты для входного и выходного края нажимной плиты регулируется раздельно двумя поворотными ручками (регулировка согласно):
Регулировка зазора под нажимной плитой.
Регулирующие поворотные ручки нажимной плиты снабжены круговой шкалой, проградуированной от 0 до 60. Деления примерно соответствуют зазору в миллиметрах между нижней поверхностью нажимной плиты и лентой транспортера.
Поворотными ручками зазор регулируется раздельно для входного и выходного края нажимной плиты. Обычно зазор на выходном крае нажимной плиты превышает зазор на входном крае.
Для очистки машины нажимная плита может быть легко поднята. В поднятом положении плита стопорится откидным упором. Для удобства работы поворотные ручки нажимной плиты и раскатки могут быть легко переустановлены на другую сторону транспортера (перенос ручек согласно):
Перенос поворотных ручек.
Раскатка.
Свести раскатывающие валы: нижнюю пару до нулевого зазора (соответствует делению «0» на шкале), верхнюю пару до зазора 6мм (соответствует делению «0» на шкале). Шестигранным торцевым ключом отвернуть торцевые пробки поворотных ручек. Вынуть из ручек пружину и снять поворотную рукоятку. Снять боковые крышки раскатки. Отвернуть винты опорных втулок поворотных ручек. Отвернуть винты декоративных заглушек с другой боковины. Установить поворотные ручки и декоративные заглушки на требуемую сторону в обратной последовательности. Выставить положение риски на поворотной ручке относительно шкалы, расположенной на боковой крышке. Деление «0» должно соответствовать нулевому зазору для нижней пары раскатывающих валов и зазору 6мм для верхней пары.
Нажимная плита.
Ослабить крепление боковых ограничителей и вывести ограничители из-под нажимной плиты. Опустите поворотными ручками нажимную плиту на ленту транспортера. При этом риски на поворотных ручках должны установиться в положение «0». Шестигранным торцевым ключом отвернуть торцевые пробки поворотных ручек. Вынуть из ручек пружину и снять поворотную рукоятку. Отвернуть винты опорных втулок поворотных ручек. Отвернуть винты декоративных заглушек с другой стороны транспортера. Установить поворотные ручки и декоративные заглушки на требуемую сторону в обратной последовательности. Выставить положение риски на поворотной ручке относительно шкалы, расположенной на транспортере. Деление «0» должно соответствовать нулевому зазору между нажимной плитой и лентой транспортера. Поднимите нажимную плиту. Установить боковые ограничители на место.
Нажимная плита после переустановки кронштейнов также может подниматься с другой стороны. Под нажимной плитой установлены два боковых ограничителя. Крепятся ограничители на проградуированных цилиндрических шкалах (установка ограничителей согласно):
Установка боковых ограничителей.
Ослабив крепление боковых ограничителей к проградуированным цилиндрическим шкалам, установить ограничители в нужное положение. Ограничители должны располагаться параллельно друг другу по центру транспортера.
Для удобства установки на шкалах нанесены риски от 100 до 600мм, цена деления 20мм.
Приемный лоток для сформованных заготовок устанавливается непосредственно на ось натяжного барабана, поэтому при натяжении ленты положение лотка относительно натяжного барабана не меняется. Поверхность лотка для исключения прилипания теста покрыта тефлоном. Коробка системы управления смонтирована рядом с мотор-редуктором. Вводной выключатель 8 выступает за защитную панель. Кнопки управления 9 расположены на правой боковине раскатки. Для безопасной работы лицевая 14 и тыльная 15 крышки раскатки, а также приемная горловина загрузочного короба снабжены концевыми выключателями. При открытии любой крышки или приемной горловины тестозакаточная машина останавливается.
Работа тестозакаточной машины. Попав в загрузочный короб, тестовая заготовка шторками в воронке выравнивается по центру раскатывающих валов. Затем заготовка между раскатывающими валами раскатывается в блин, поочередно верхней и нижней парами валов. Далее тестовая заготовка попадает на транспортер и, проходя под волокушей, заворачивается в рулон. Нажимная плита и боковые ограничители прокатывают заготовку до требуемой формы. Окончательно сформованная заготовка попадает в приемный лоток.
Правила транспортирования и хранения ТЗМ 11
ТЗМ в заводской упаковке может транспортироваться любым видом транспорта в соответствии с «Правилами перевозки грузов», действующих для данного вида транспорта.
Условия транспортирования и хранения в части воздействия механических факторов по ГОСТ 23170-78 для средних (С) условий транспортирования.
ТЗМ должна храниться в заводской упаковке на складских помещениях под навесом по группе условий хранения — 5 по ГОСТ 15150-69. При нарушении потребителем условий и срока
хранения, предприятие-изготовитель не несет ответственности за её работоспособность.
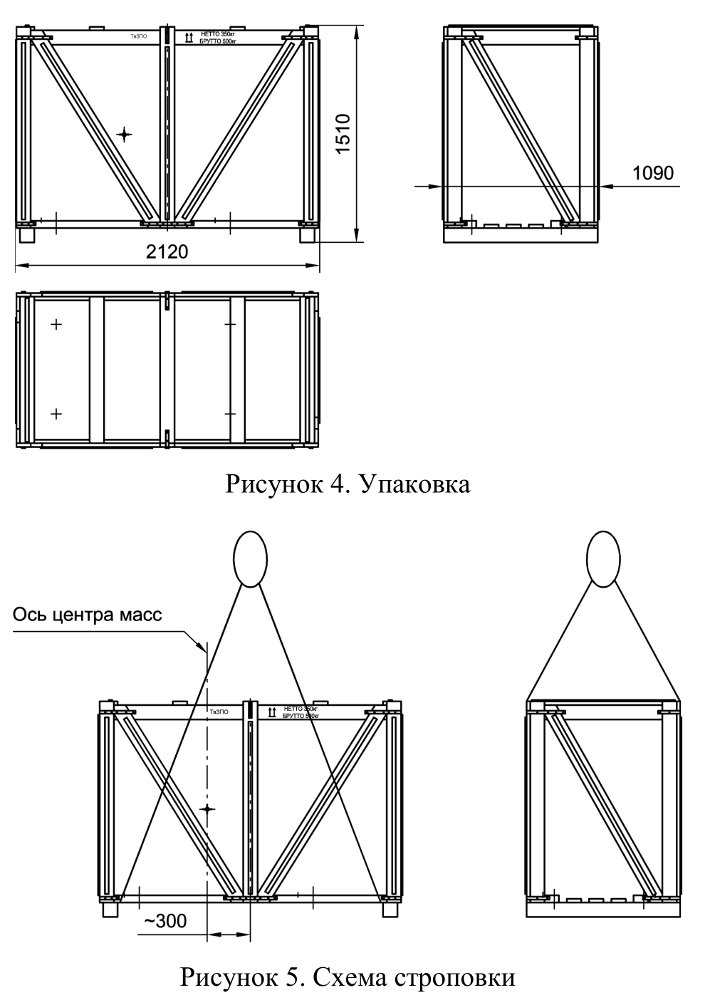
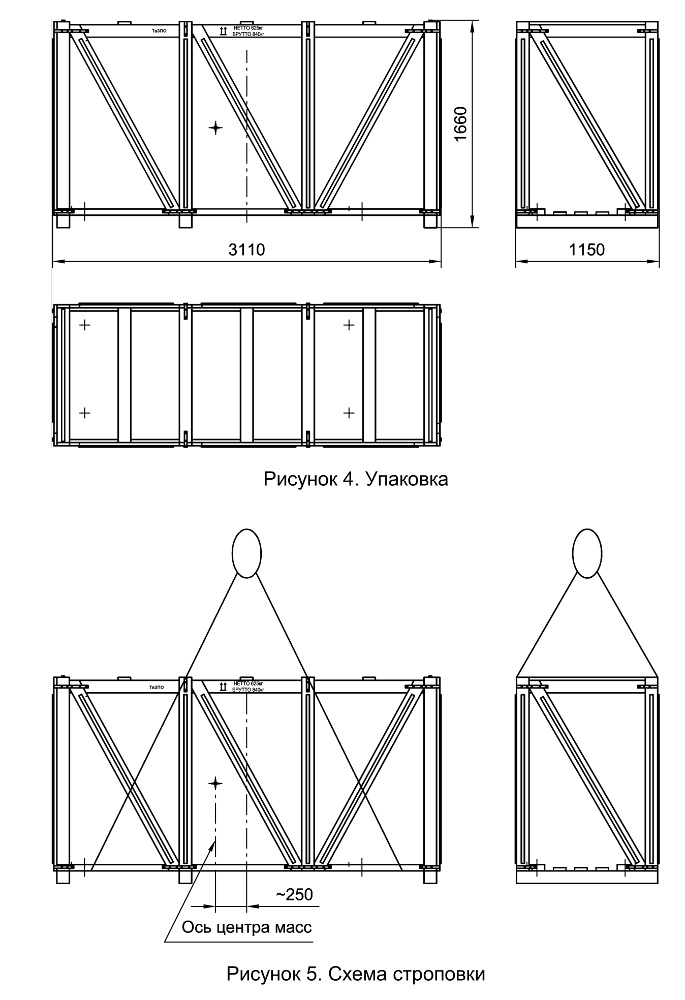
Срок хранения ТЗМ в заводской упаковке в складских помещениях — 1 год. Упаковка ТЗМ представлена на рисунке 4.
Срок хранения исчисляется со дня изготовления ТЗМ.
Устройство и принцип работы ТЗМ21
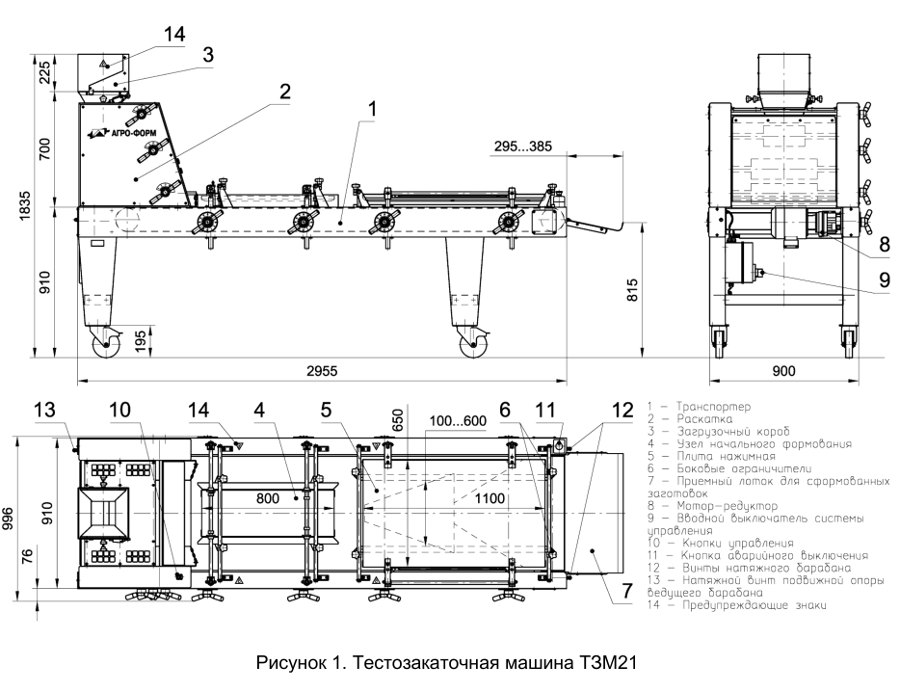
Общий вид тестозакаточной машины ТЗМ21 приведен на рисунке 1. ТЗМ состоит из транспортера 1, раскатки 2, расположенной в начале транспортера, загрузочного короба 3, приемного лотка для сформованных заготовок 7. Над транспортером установлены: узел начального формования 4, нажимная плита 5 и пара боковых ограничителей 6.
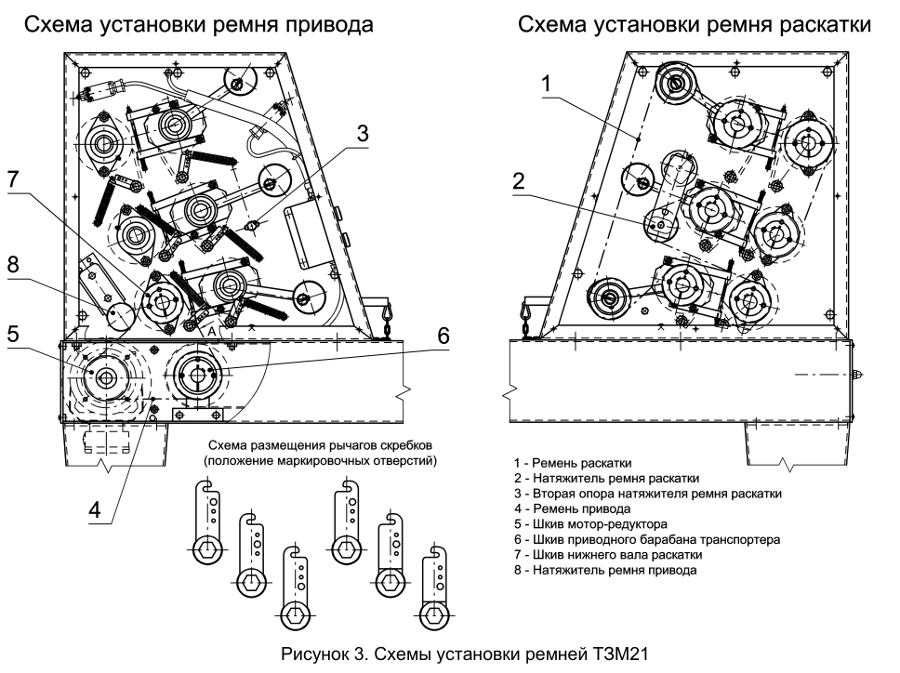
Каркас транспортера представляет собой стальную раму, установленную на колесах. Для установки машины в требуемом месте колеса снабжены тормозом. Транспортер приводится в движение мотор-редуктором 8 через ременную передачу. Тем же ремнем приводится во вращение нижний вал раскатки. Схема установки ремня привода приведена на рисунке 3.

В раскатке находятся три пары раскатывающих валов 1, 2 и 3 (схема раскатки приведена на рисунке 2), снабженных подпружиненными скребками. Зазор между раскатывающими валами устанавливается отдельно для каждой пары с помощью поворотных ручек. Для исключения налипания теста раскатывающие валы выполнены из полиэтилена высокой плотности. Для лучшего захвата заготовок верхняя пара раскатывающих валов имеет на наружной поверхности рифления.
Под раскатывающими валами над транспортером по ходу движения ленты крепится волокуша 4 из металлической сетки.
Раскатывающие валы приводятся во вращение ременной передачей от нижнего вала раскатки. Схема установки ремня раскатки приведена на рисунке 3. Ремень раскатки снабжен механизмом автоматического натяжения.
Воронка загрузочного короба над раскаткой снабжена поворотными шторками для центрирования заготовок при попадании в раскатывающие валы. Над воронкой находится откидывающаяся прозрачная приемная горловина необходимой высоты.
Узел начального формования установлен над транспортером после раскатки. Узел состоит из сменной нажимной плиты и двух боковых ограничителей.
Сменная нажимная плита одевается на две перекладины, закрепленные на вертикальных зубчатых рейках, и стопорится от выпадения пальцем. В комплект поставки ТЗМ входят две сменные нажимные плиты разной ширины. Расстояние от транспортерной ленты до сменной нажимной плиты для входного и выходного края нажимной плиты регулируется раздельно двумя поворотными ручками.
С двух сторон сменной нажимной плиты расположены регулируемые боковые ограничители, закрепленные на двух проградуированных цилиндрических шкалах.
Основная нажимная плита установлена после узла начального формования над транспортером на четырех зубчатых рейках. Расстояние от транспортерной ленты до нажимной плиты для входного и выходного края нажимной плиты регулируется раздельно двумя поворотными ручками. Для очистки машины нажимная плита может быть легко поднята. В поднятом положении плита стопорится откидным упором.
Для удобства работы поворотные ручки узла начального формования, нажимной плиты и раскатки могут быть легко переустановлены на другую сторону транспортера. Нажимная плита после переустановки кронштейнов также может подниматься с другой стороны.
Под нажимной плитой установлены два боковых ограничителя. Крепятся ограничители на проградуированных цилиндрических шкалах.
Приемный лоток для сформованных заготовок устанавливается непосредственно на ось натяжного барабана транспортера, поэтому при натяжке ленты положение лотка относительно натяжного барабана не меняется. Поверхность лотка для исключения прилипания теста покрыта тефлоном.
Коробка системы управления смонтирована напротив мотор-редуктора на внутренней поверхности стойки каркаса транспортера. Вводной выключатель расположен на крышке коробки.
Кнопки управления расположены на правой боковине раскатки.
На краю транспортера рядом с натяжным барабаном находится кнопка аварийной установки.
Для безопасной работы лицевая и тыльная крышки раскатки, а также приемная горловина загрузочного короба снабжены концевыми выключателями. При открытии любой крышки или приемной горловины тестозакаточная машина останавливается.
Работа тестозакаточной машины
Попав в загрузочный короб, тестовая заготовка шторками в воронке выравнивается по центру раскатывающих валов. Затем заготовка между раскатывающими валами раскатывается в блин, поочередно верхней, средней и нижней парами валов.
Далее тестовая заготовка попадает на транспортер и, проходя под волокушей, заворачивается в рулон. Нажимные плиты и боковые ограничители прокатывают заготовку до требуемой формы.
Окончательно сформованная заготовка попадает в приемный лоток.
Правила транспортирования и хранения ТЗМ 21
ТЗМ в заводской упаковке может транспортироваться любым видом транспорта в соответствии с «Правилами перевозки грузов», действующих для данного вида транспорта. Условия транспортирования и хранения в части воздействия механических факторов по ГОСТ 23170-78 для средних (С) условий транспортирования.
ТЗМ должна храниться в заводской упаковке на складских помещениях под навесом по группе условий хранения — 5 по ГОСТ 15150-69. При нарушении потребителем условий и срока
хранения, предприятие-изготовитель не несет ответственности за её работоспособность.
Срок хранения ТЗМ в заводской упаковке в складских помещениях — 1 год. Упаковка ТЗМ представлена на рисунке 4.
Срок хранения исчисляется со дня изготовления ТЗМ.
Документация
ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ «АГРО-ФОРМ»
- Паспорт ТЗМ11 (Тестозакаточная машина «АГРО-ФОРМ»);
- ТЗМ12-00.00.000
- Паспорт ТЗМ21 (Тестозакаточная машина «АГРО-ФОРМ»);
- ТЗМ21-00.00.000